مجتمع تولیدی صنعتی مشبک پردازان
فهرست
گریتینگ چیست ؟
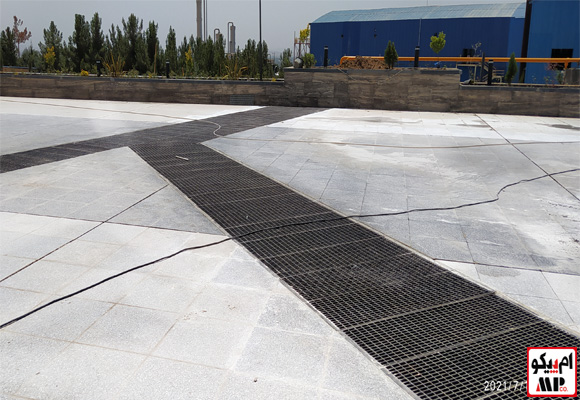
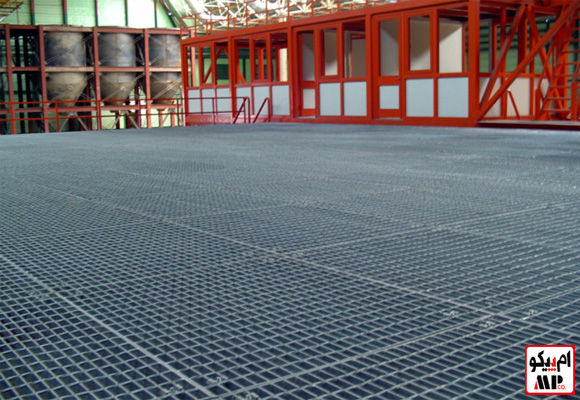
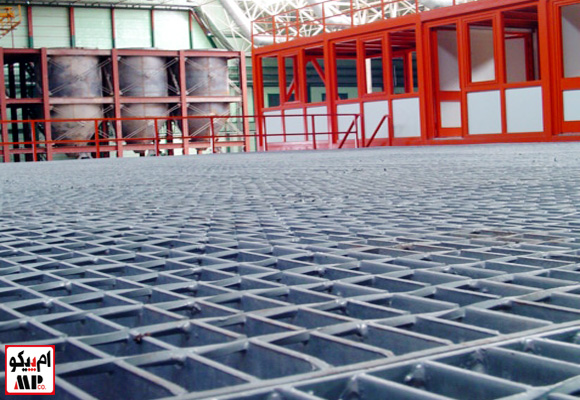
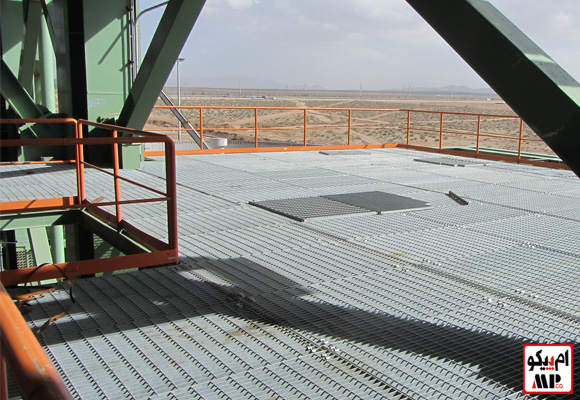
گریتینگ رایج ترین نوع کفپوش صنعتی متشکل از تعدادی تسمه با هدف ایجاد سطحی مستحکم و پایدار می باشد. جنس آن عموماً فولاد، کامپوزیت پلمیری FRP GRP و یا استنلس استیل است. برای کاربری روزمره در صنایع از گریتینگ گالوانیزه، در محیط مرطوب و شیمیایی از گریتینگ کامپوزیت GRP FRP GFRP و در صنایع خاص از گریتینگ استنلس استیل استفاده می شود.

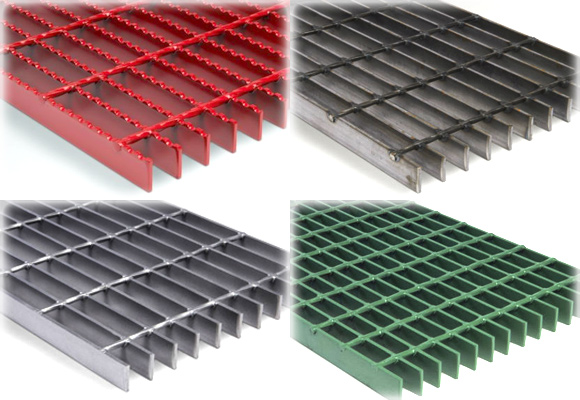
انواع گریتینگ بر اساس متریال و ساختار
- الکتروفورج (تسمه و چهارپهلو تابیده)
- گالوانیزه تسمه در تسمه
- گالوانیزه تسمه در نیم تسمه
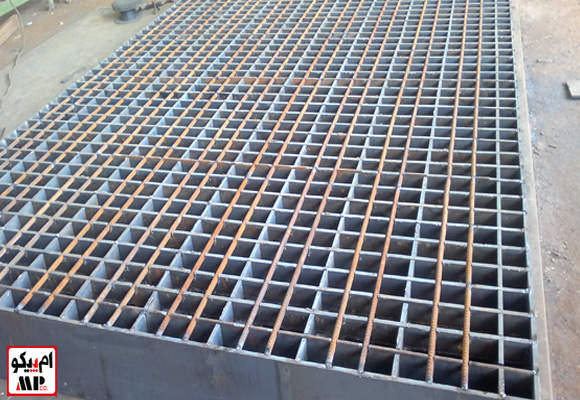
- گالوانیزه تسمه و میلگرد
- استیل تسمه در تسمه
- استیل تسمه در نیم تسمه
- استیل تسمه و میلگرد
- کامپوزیت GRP FRP استاندارد
- کامپوزیت پوشش دار – آجدار
- پله ( ساده و مدل دار )
انواع گریتینگ بر اساس پوشش سطح
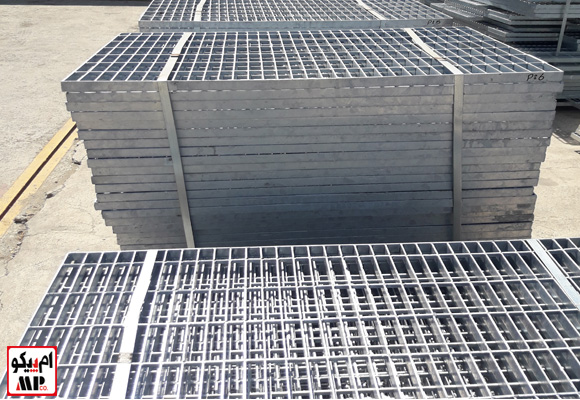
- گالوانیزه گرم
- سند بلاست + رنگ اپوکسی
- سند بلاست + رنگ الکترواستاتیک
- رنگ آلکیدی
- سیاه ( بدون گالوانیزه )

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
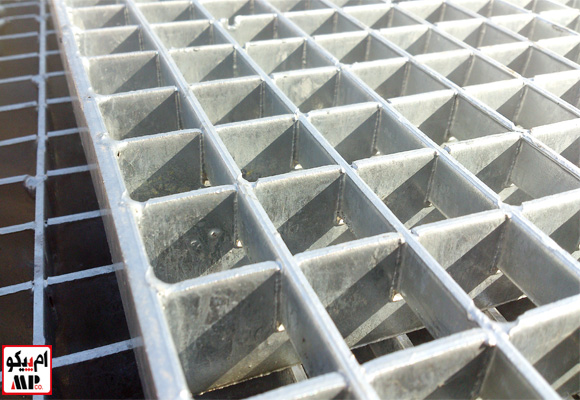
گریتینگ الکتروفورج ( به روش جوش مقاومتی )
Electro Forged Grating
تولید گریتینگ به روش الکتروفورج جدیدترین روش تولید تمام اتوماتیک گریتینگ فلزی در مقیاس صنعتی می باشد. در این فرآیند تسمه های عرضی باربر Bearing Bars و تسمه های چهارپهلو تابیده طولی با انجام همزمان دو فرآیند ذوب ناشی از جریان القای برق و فشار پرس هیدرولیک در هم فورج و به روش جوش مقاومتی ممزوج می گردند. ویژگی برتر گریتینگ الکتروفورج اتصال یکپارچه تمامی نقاط تقاطع تسمه ها در شبکه می باشد. نقاط اتصال الکتروفورج از لحاظ ساختار مولکولی، مقاومت در برابر تغییرات دما و خواص مکانیکی مستحکم تر از روش جوش Co2 و برق می باشد.

جوش مقاومتی RW
جوشکاری مقاومتی RESISTANCE WELDING یکی از قدیمی ترین روش های جوشکاری الکتریکی می باشد. در روش جوشکاری مقاومتی، دو نقطعه فلزی با اعمال فشار بالا در محل برخورد و عبور جریان الکتریکی قوی به هم جوش داده می شوند. این جریان باعث تولید حرارت در نقاط اتصال شده و در نتیجه آن ، فلزات به آستانه ذوب رسیده و در هم ممزوج و متصل می گردند.
انواع جوشکاری مقاومتی
– جوش نقطه ای
– جوش سربه سر
– جوش ضربه ای
– جوش جرقه ای
– جوش نواری
– جوش با فرکانس بسیار بالا
– جوش سربه سر
– جوش ضربه ای
– جوش جرقه ای
– جوش نواری
– جوش با فرکانس بسیار بالا
مزایای جوشکاری مقاومتی
کیفیت جوش بالا و یکپارچگی و یکنواختی در سطح شبکه گریتینگ، مقاومت مکانیکی بالا نسبت به جوش برق و سایر روش های متداول، بی نیاز از تمیزکاری محل جوش، رفع بی دقتی ها و خطای نیروی انسانی در فرآیند جوشکاری، بهبود کیفیت فرآیند گالوانیزاسیون بدلیل حذف ضایعات و سفاله جوش، سرعت بالا و بهبود بازدهی در پروسه تولید.
کاربرد جوشکاری مقاومتی
– قطعات فلزی : اتصالات ورق یا تسمه های فلزی در صنایع مختلف
– صنعت الکترونیک : ساخت مدار های الکترونیکی و قطعات الکترونیکی
– صنعت خودروسازی : اتصال قطعات بدنه و شاسی خودرو
– صنعت هوافضا : ساخت قطعات هواپیمایی و تجهیزات فضایی
– صنعت ساختمان : ساخت قطعات فلزات در ساختمان و پل
– صنعت الکترونیک : ساخت مدار های الکترونیکی و قطعات الکترونیکی
– صنعت خودروسازی : اتصال قطعات بدنه و شاسی خودرو
– صنعت هوافضا : ساخت قطعات هواپیمایی و تجهیزات فضایی
– صنعت ساختمان : ساخت قطعات فلزات در ساختمان و پل
محدودیت های جوش مقاومتی
محدودیت در مواد اولیه ( عدم امکان استفاده در اتصال تسمه و ورق فلزات با ضخامت های بالا)، نیازمندی بکارگیری تجهیزات صنعتی خاص و دقیق، نیاز به کنترل پارامتر های جوشکاری نظیر فشار مکانیکی، زمان اتصال و کنترل جریان برق بصورت دقیق و زمانبندی شده.
.
.
جوشکاری مقاومتی – نقطه ای
_دارای بالاترین تمرکز حرارتی
_دارای کمترین اتلاف انرژی در بین سایر فرایندهای مختلف جوشکاری
_دارای کمترین اتلاف انرژی در بین سایر فرایندهای مختلف جوشکاری
جوشکاری مقاومتی – سربه سر
درجوشکاری سر به سر یک نیرو توسط فرد جوشکار به سطح مورد نظر اقدام می کند تا در اثراین نیرو سطوح تغییر فرم داده مقداری در هم فرو بروندبعد جریان الکتریکی بین دو قطعه برقرار شده وباعث ایجاد یک اتصال در حالت جامد صورت می گیرد.
مقاومت نواری
جوشکاری مقاومتی- نواری و یا درزی یکی دیکر از انواع روش های جوشکاری مقاومتی بوده که در آن به جایایجاد نقطه جوش ،یک نوار هم پوشانی ایجاد می شود.
کاربرد جوشکاری مقاومتی نواری یا غلطکی
در صنایع مختلفی از جمله پتروشیمی و خودروسازی استفاده می شود وبرای ساخت مخزن های تحت فشار است
کاربرد های دیگر عبارت از
ساخت تانکر های سوخت
ساخت سیستم اگزوز
کاربرد های دیگر عبارت از
ساخت تانکر های سوخت
ساخت سیستم اگزوز
جوشکاری مقاومتی – جرقه ای
جوشکاری مقاومتی جرقه ای ،اول یک جرقه بین دو قطعه تحت جوشکاری صورت می گیرد .و بعدنگه داده می شود .تا حرارت مورد نیاز برای فرایندجوشکاری به دست آید.در این وضعیت جریان برق قطع می شودوجوشکاری با فشردن قطعات به یک دیگر صورت می گیرد.
جدول بارگزاری گریتینگ الکتروفورج - استاندارد BGI-588
بارگسترده ( مقطع 1000x1000mm ) - بار متمرکز ( مقطع 200x200mm ) - ضریب ایمنی 1.5| تحمل بار (kg) بر اساس عرض دهانه (mm) | ||||||||
| 1200mm | 1000mm | 800mm | 600mm | 500mm | نوع بارگزاری | وزن | چشمه | تسمه عرضی |
| 1141 | 1643 | 2567 | 4564 | 6572 | بار گسترده | 28.5 | 34x38 mm | 30x3 mm |
| 204 | 249 | 321 | 449 | 561 | بار متمرکز | 28.5 | 34x38 mm | |
| 1901 | 2738 | 4278 | 7606 | 10953 | بار گسترده | 46.1 | 34x38 mm | 30x5 mm |
| 340 | 415 | 534 | 748 | 935 | بار متمرکز | 46.1 | 34x38 mm | |
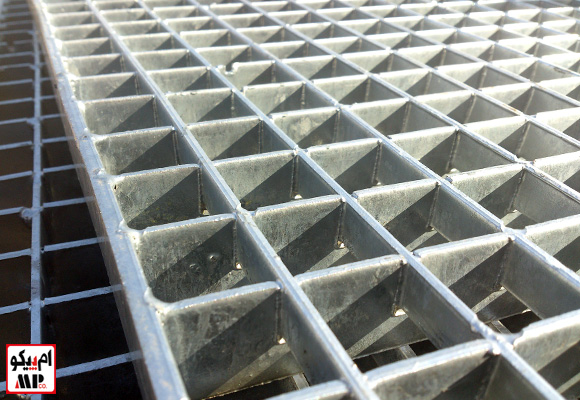
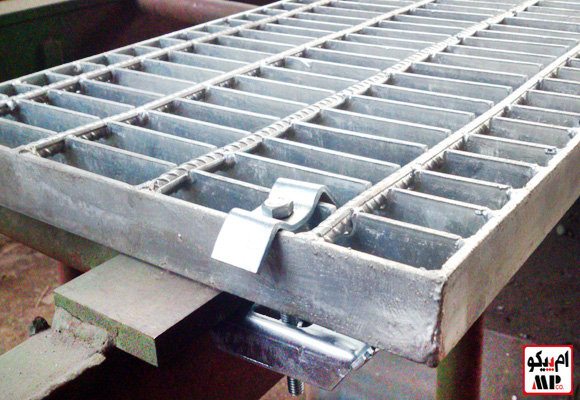
پوشش گالوانیزه گرم در گریتینگ ( آبکاری گالوانیزاسیون )
Hot Dip Galvanizing
عملیات گالوانیزاسیون فرآیندی است که طی آن قطعات فولادی با پوششی سطحی از فلز روی پوشیده شده تا در مقابل خوردگی مقاوم گردند. در فرآیند گالوانیزه گرم، شبکه گریتینگ اسید شویی شده و سپس به روش غوطه وری در حوضچه های روی مذاب آبکاری می گردد. در صورت انجام گالوانیزاسیون مطابق استاندارد، رفتار فیزیکی و شیمیایی سطوح گالوانیزه شده ی گریتینگ در مجاورت هوا و رطوبت پایدار می ماند. گالوانیزه گرم برای بسیاری از محیطهای صنعتی کفایت می کند اما در صورتی که شدت خوردگی محیطی بسیار بالا باشد، سایر روش ها پیشنهاد می گردد. در مواردی که محیط بسیار اسیدی یا خوردگی بالاست (مجاورت مستقیم با آب شور دریا) گریتینگ کامپوزیت GRP یا گریتینگ استیل توصیه می شود. استاندارد مرجع در پروسه ی هفت مرحله ای گالوانیزاسیون گرم و سنجش ضخامت پوشش گالوانیزه شده ی گریتینگ، استاندارد ASTM-A123 می باشد.
آبکاری گالوانیزه گرم
دراین روش قطعه فلز که در داخل محیطی که آغشته به مواد مزاب قرارمی گیرد .قطعه به طور کامل روی مواد مذاب شناور می شود. بعد از آن قطعه از وان خارج می کند. آن گاه روی لایه را با اکسیژن وکربن واکنش نشان می دهد. گالوانیزه گرم بین فولاد و روی مذاب نیز واکنش شیمیای قرارمی دهند. فلز پایه در برابر خوردگی و زنگ زدگی محافظت می کند.ضخامت لایه گالوانیزه گرم مات،کدر و به رنگ طوسی است و سطحی یکنواخت و ناصافی است.
آماده سازی سطح برای گالوانیزه گرم
اول سطح فلز را کاملا تمیز و بدون هیچ گونه آلودگی و ناخالصی و زنگ زدگی باشد. پیش از عملیات گالوانیزه ،فلزات را در محلولی اسیدی مانند اسیدسولفوریک یا اسید کلریدزیک وبا شناورمی کنند تاهر گونه اضافات وآلودگی ها ازسطح آن ها به طور کامل پاک می شود .
اسیدشوی گالوانیزه
اسیدشوی گالوانیزه یک ماده شیمیای است که در صنایع مختلفی کاربرددارد مثال پلاستیک ، تولید مواد بیوسنتیفیک این مواد به عنوان یک شوی کننده و برای یک آزمایشگاه برای ایجاد اسید واکسید که کاربرد بسیاری دارد .فرایند اسید شوی گرم واکنش بین زینک (روی) و استیل خام بستگی دارد. فرایند روکش گالوانیزه این اجازه را می دهدتا به سطح استیل بچسبت و از خوردگی وپوسیدگی جلوگیری کند.و این فرایند زمانی به وجود می آید.که سطح فلز مورد نظر کاملا تمیز و بدون هیچ زنگ زدگی ، روغن و گرد غبار باشد.
آبکاری گالوانیزه سرد
روش گالوانیزه سرد به این صورت است که مقداری نمک را روی محلول ابی یا اسیدی می ریزد و با قطعه مورد نظر آن را اسپری می کنند ضخامت لایه گالوانیزه در این شیوه 25 میکرون می باشد.
تفاوت گالوانیزه سرد و گرم
قطعاتی که به روش گرم پوشش استفاده می شود .بیشتر برای استفاده در محیط باز و خارجی مناسب هستند پوشش روی در فلزات دارای لایه گرم،ظاهر آن مات و کدر ودر فلزات دارای پوشش سرد ظاهری براق ودرخشان دارند.
ضخامت لایه روی درسرد کمتر از گرم می باشد .در صورت بروز خراش بر روی سطح آن دچار زنگ زدگی واز بین رفتن لایه محافظ می شود.
پوشش دهی مکانیکی
دراین نوع قطعه مدنظر را درون پودر شیشه و روی می گزارند و بعد از پاشیدن مواد گالوانیزه وگزاشتن قطعه درون مایه شیمیایی باعث می شود که ذرات روی کامل بر سطح قطعه قرار میگیرد.
استاندارد ASTM-A123 ضخامت سنجی گالوانیزه گریتینگ
جهت آبکاری (گالوانیزه گرم) گریتینگ، بایستی در مرحله اول با غوطه وری در حوضچه های اسید از مواد زائد و پلیسه های جوش پاکسازی گردند. در مرحله بعد در حوضچه های مذاب گالوانیزه غوطه ور می شوند. مطابق با استاندارد ASTM-A123 مواد مذاب گالوانیزه متشکل از 98 درصد میانگین وزنی روی Zn و درصد کمی از سایر فلزات ( آلومینیوم – نیکل – قلع ) می باشد.
میانگین ضخامت پوشش گالوانیزه بر اساس ضخامت تسمه مطابق با جدول استاندارد ASTM A123 ارزیابی می گردد. برای سنجش ضخامت از دستگاه ضخامت سنج الکومتر استفاده می شود.
دانلود فایل pdf استاندارد ASTM-A123
| ضخامت تسمه | ضخامت گالوانیزه |
|---|---|
| 0.5 تا 1.6 میلیمتر | 45 میکرون |
| 1.6 تا 3.2 میلیمتر | 65 میکرون |
| 3.2 تا 4.8 میلیمتر | 75 میکرون |
| 4.8 تا 6.4 میلیمتر | 85 میکرون |
| 6.4 تا 8 میلیمتر | 100 میکرون |
| 8 تا 10 میلیمتر | 100 میکرون |
لیست قیمت گریتینگ - بروزرسانی 1403/09/15
لطفاٌ جهت استعلام قیمت نهایی با کارخانه تماس حاصل فرمایید.| محصول | ساختار | پوشش | نوع | واحد | قیمت | |
|---|---|---|---|---|---|---|
| گریتینگ فلزی | الکتروفورج | گالوانیزه گرم | تسمه - چهارپهلو | کیلوگرم | 690.000 | ریال |
| گریتینگ فلزی | جوش Co2 | گالوانیزه گرم | تسمه - تسمه | کیلوگرم | 690.000 | ریال |
| گریتینگ فلزی | جوش Co2 | گالوانیزه گرم | تسمه - نیم تسمه | کیلوگرم | 690.000 | ریال |
| گریتینگ فلزی | جوش Co2 | گالوانیزه گرم | تسمه - میلگرد | کیلوگرم | 690.000 | ریال |
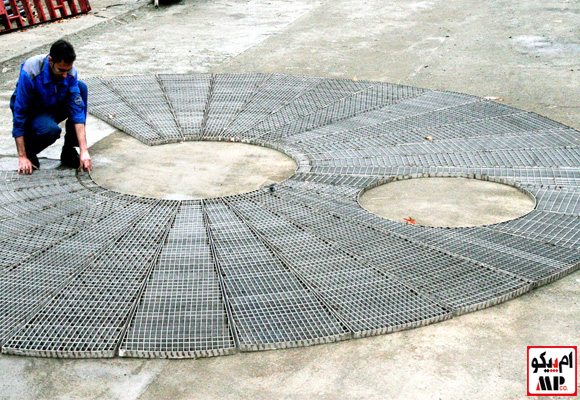
| گریتینگ فلزی | جوش Co2 | گالوانیزه گرم | مدل دار - برش دار | عددی | استعلام | ریال |
| گریتینگ کامپوزیت | FRP - GRP | استاندارد - ساده | ارتفاع H30 | پنل 1000x2000 mm | 47.600.000 | ریال |
| گریتینگ کامپوزیت | FRP - GRP | استاندارد - ساده | ارتفاع H38 | پنل 1000x2000 mm | 59.300.000 | ریال |
| گریتینگ کامپوزیت | FRP - GRP | استاندارد - ساده | ارتفاع H30 | پنل 1220x3660 mm | 95.250.000 | ریال |
| گریتینگ کامپوزیت | FRP - GRP | استاندارد - ساده | ارتفاع H38 | پنل 1220x3660 mm | 118.600.000 | ریال |
| گریتینگ کامپوزیتی | FRP - GRP | پوشش دار - آجدار بادامی | ارتفاع H34 | استعلام | ریال | |
| گریتینگ کامپوزیتی | FRP - GRP | پوشش دار - آجدار بادامی | ارتفاع H42 | استعلام | ریال |
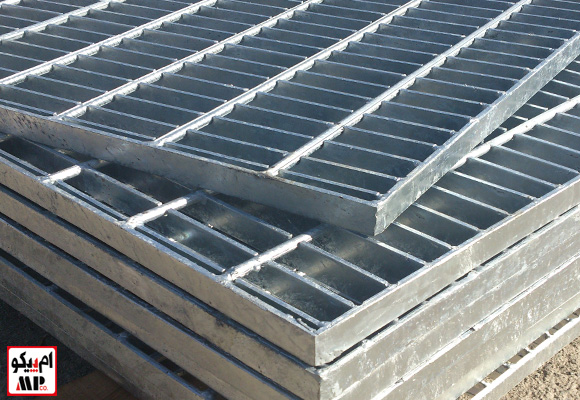
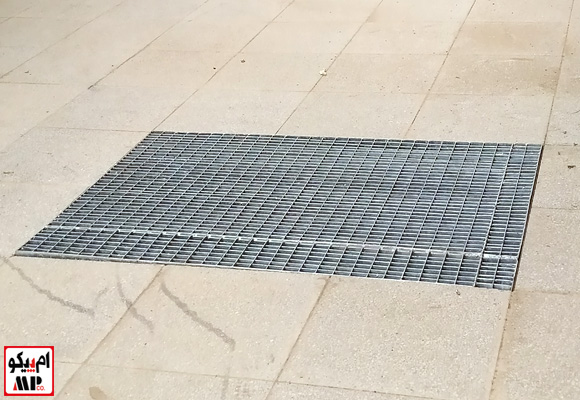
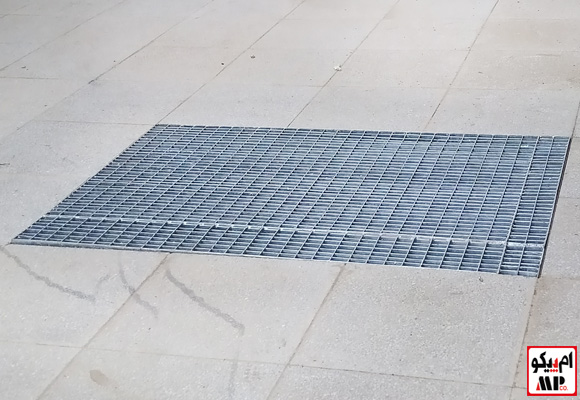
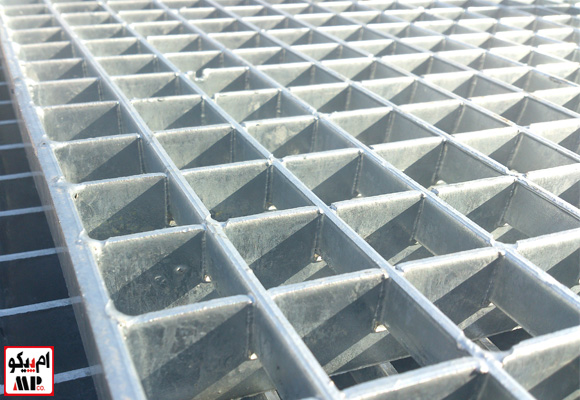
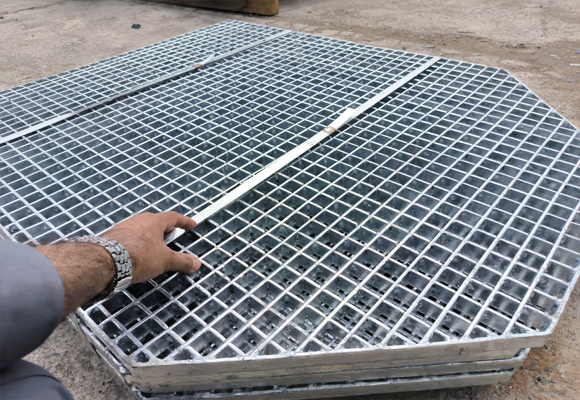
گریتینگ تسمه در تسمه ( جوش CO2 )
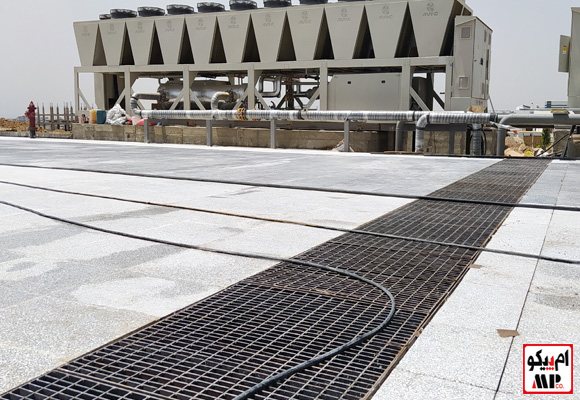
ساختار این نوع گریتینگ بصورت تسمه در تسمه می باشد. استفاده از تسمه های یکسان در راستای عرض ( باربردار ) و طول ( امتداد شبکه به موازات دهانه و کانال ) باعث توزیع یکپارچه ی بارگزاری در سطح شبکه می گردد. رایجترین دیتایل گریتینگ در صنایع نوع تسمه در تسمه با تسمه های ضخامت 3 میلیمتر ، ارتفاع 30 میلیمتر و چشمه 30×30 می باشد که برای تردد اپراتور، نصب ماشین آلات نیمه سنگین و عبور خودروهای سواری پیشنهاد می گردد. دیتایل ذکر شده با وزن سطحی 51 کیلوگرم بر متربربع ، از نظر هزینه ی تمام شده و استحکام ، معقول و مناسب می باشد.
جوشکاری CO2
جوش CO2 یا جوش های دی اکسید کربن روشی است که در آن به عنوان یک گاز حامل در جوشکاری استفاده می شود این گاز در اثر گرمای بالا ایجاد می شودروش ها ی مختلفی برای جوشکاری وجود دارد یکی ازمحبوب ترین روش ها ، جوشکاری CO2 الکترودسیمی استفاده می شود . این الکترود ازطریق توریچ تغذیه شده و توسط فراینده قوس الکتریکی ذوب خواهد شد.یکی از آسان ترین روش های جوشکاری به حساب می آید.
مزایا جوشکاری co2
جوشکاری co2 کیفیت بالای ارائه می دهد و جوش های خوب و قوی وبا دوام به وجودمی آورد.
جوشکاری co2 به دلیل سرعت بالای که دارد برای تولید صنعت مناسب است .
به صرفه بودن: گاز های محافظ باعث کاهش هزینه می شود.
کاهش نا پیوستگی ها ترک ها در منطقه جوش مناسب است.
جوشکاری co2 به دلیل سرعت بالای که دارد برای تولید صنعت مناسب است .
به صرفه بودن: گاز های محافظ باعث کاهش هزینه می شود.
کاهش نا پیوستگی ها ترک ها در منطقه جوش مناسب است.
سیم جوش CO2
در جوشکاری،CO2 از سیم جوش برای پرکردن فضاهای خالی استفاده می کننده و برای جوش کاری های یک نواخت استفاده می شود. سیم جوش از نظر جنس فلز متفاوت هستند .برای این که استحکام جوشکاری بهترباشد باید برای هر فلز از سیم متناسب آن فلز استفاده گردد . درمدل های کم آلیاژ ،و بدون آلیاژ بر پایه نیکل ساخته می شود.
مراحل جوش co2
– آماده سازی سطح تمیزکردن سطح فلز
– انتخاب صحیح گاز استفاده از ترکیبات بر اساس نیاز پروژه
– تنظیم دستگاه جوشکاری تنظیم شدت جریان ،ولتاژو سرعت تغزیه سیم جوش
– اجرای جوشکاری انتقال گاز شروع فرایند جوشکاری با دقت و سرعت مناسب
– انتخاب صحیح گاز استفاده از ترکیبات بر اساس نیاز پروژه
– تنظیم دستگاه جوشکاری تنظیم شدت جریان ،ولتاژو سرعت تغزیه سیم جوش
– اجرای جوشکاری انتقال گاز شروع فرایند جوشکاری با دقت و سرعت مناسب
کاربرد جوشکاری CO2
جوش کاری CO2 بسیار پر کاربرد است . جوشکاری به خاطراستحکام بالای که دارد به نسبت به بقیه جوشکاری ها قوی تر است . ومعمولا در پروژه های مهم در صنایع مختلف استفاده می گردد.
– صنعت خودروسازی : استفاده گسترده در تولید و تعمیر خودرو ها به دلیل کارایی و سرعت بالا
مثال جوشکاری و قطعات خودرو و شاسی خودرو
– صنعت ساخت وساز: مناسب برای جوشکاری قطعات فولادی در ساختمان ها سازه های فلزی
مثال ساخت و تعمیر ساختمان و پل ها
– صنعت کشتی سازی : در ساخت وساز و تعمیر کشتی ها در سازه های دریایی بکار می رود.
مثال جوشکاری و قطعات خودرو و شاسی خودرو
– صنعت ساخت وساز: مناسب برای جوشکاری قطعات فولادی در ساختمان ها سازه های فلزی
مثال ساخت و تعمیر ساختمان و پل ها
– صنعت کشتی سازی : در ساخت وساز و تعمیر کشتی ها در سازه های دریایی بکار می رود.
مثال جوشکاری قطعات بزرگ و مقام در برابر شرایط دریایی
– صنعت نفت و گاز : در ساخت خطوط لوله ومخازن ذخیره سازی و تجهیزات پلایشگاهی
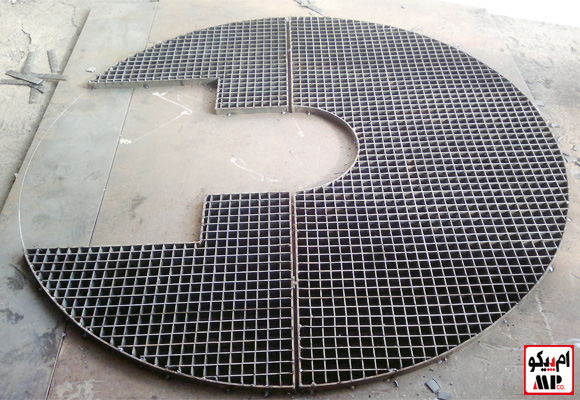
گریتینگ دندانه دار / مضرس
در مواردی که لغزندگی سطوح بالا بوده و تردد در مجاورت سیال لغزنده ( روغن ها یا مواد شوینده ) انجام میگیرد، بکارگیری گریتینگ دندانه دار یا مضرس توصیه می شود. این نوع شبکه سطحی زبر و پانچ خورده داشته و در تمامی انواع گریتینگ قابل ساخت می باشد. گریتینگ الکتروفورج دندانه دار در صنایع نفت، گاز و پتروشیمی و صنایع فولاد بیشترین مصرف را دارند.
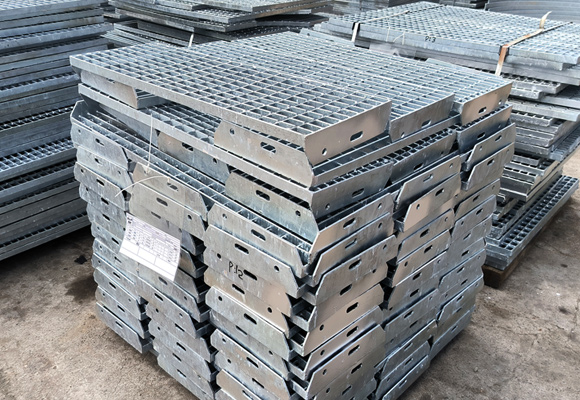
گریتینگ پله
این نوع گریتینگ گالوانیزه در ابعاد، اندازه ها و دیتایل مختلف قابل ساخت می باشد. اگرچه بدلیل عدم فشار بالا و بارگزاری سنگین بر روی پله ها، عموما از نوع تسمه در نیم تسمه، تسمه در میلگرد و یا الکتروفورج ( بدلیل وزن سبک و قیمت تمام شده پایین تر) طراحی و ساخته می گردد. گریتینگ پله در دو نوع ساده (کف پله) و سفارشی (برشکاری بغل پله مطابق با نقشه) می باشد. جهت ایجاد چسبندگی و ایمنی بیشتر و کاهش خطر لغزندگی می توان از نبشی ورق آجدار بر روی قسمت پیشانی پله استفاده نمود.
استاندارد MBG 531 راهنمای طراحی و ساخت گریتینگ های فلزی
Metal Bar Grating Manual
استاندارد MBG 531 یکی از جامع ترین و پرکاربرد ترین استانداردها در زمنیه طراحی، تولید و کنترل کیفیت گریتینگ های فلزی می باشد. این استاندارد توسط دو انجمن ANSI و NAAMM برای گریتینگ های فولادی، استنلس استیل و آلومینیوم تدوین گردیده است. موارد مطرح شده در متن استاندارد نامبرده بشرح ذیل می باشد:
1- سیستم نامگذاری اجزای تشکیل دهنده گریتینگ
2- تعاریف انواع اصلی گریتینگ برمبنای روش ساخت
2- تعاریف انواع اصلی گریتینگ برمبنای روش ساخت
3- جداول بارگزاری
4- نصب گریتینگ در استراکچر و بست و کلمپ
5- استاندارد ابعادی گریتینگ پله و صفحات بغل پله
6- تلورانس های ساخت
7- استانداردهای جوشکاری
دانلود فایل pdf استاندارد MBG-531
استاندارد MBG 532 گریتینگ جهت بارگزاری سنگین
Heavy Duty Metal Bar Grating Manual
استاندارد MBG 532 نیز یکی دیگر از مراجع استاندارد برای کنترل کیفیت گریتینگ فلزی می باشد. این استاندارد توسط دو انجمن ANSI و NAAMM برای گریتینگ های فلزی جهت بارگزاری های سنگین و فوق سنگین در نظر گرفته شده است. موارد مطرح شده در متن این استاندارد بشرح ذیل می باشد:
1- سیستم نامگذاری اجزای تشکیل دهنده گریتینگ ( گرتینگ های Heavy duty بارگزاری سنگین)
2- تعاریف انواع اصلی گریتینگ برمبنای روش ساخت ( گرتینگ های Heavy duty بارگزاری سنگین)
2- تعاریف انواع اصلی گریتینگ برمبنای روش ساخت ( گرتینگ های Heavy duty بارگزاری سنگین)
3- جداول بارگزاری ( گرتینگ های Heavy duty بارگزاری سنگین)
4- نصب گریتینگ در استراکچر و بست و کلمپ ( گرتینگ های Heavy duty بارگزاری سنگین)
5- استاندارد ابعادی گریتینگ پله و صفحات بغل پله ( گرتینگ های Heavy duty بارگزاری سنگین)
6- تلورانس های ساخت ( گرتینگ های Heavy duty بارگزاری سنگین)
7- استانداردهای جوشکاری ( گرتینگ های Heavy duty بارگزاری سنگین)
دانلود فایل pdf استاندارد MBG-532
استاندارد MBG 533 مشخصات فنی جوش در گریتینگ
Welding Standards for Bar Grating
در استاندارد MBG 533 به بحث جوشکاری در گریتینگ ها پرداخته می شود. نوع اتصالات جوش، جوشکاری نقطه ای و خطی / فیلت، ساختار جوش و الزامات فنی و جوشکاری در گریتینگ های مدل دار و پله همگی از مواردی هستند که در استاندارد MBG533 به آن اشاره شده است.
دانلود فایل pdf استاندارد MBG-533
استاندارد Din 24531 مشخصات فنی گریتینگ پله
Steel Stairs Grating
استاندارد Din 24531 به شبکه های گریتینگ پله می پردازد. ابعاد و اندازه ها، ضخامت تسمه های عرضی و طولی، ابعاد چشمه و نحوه سوراخکاری های بغل پله جهت اتصال به استراکچر راه پله، مباحث مطرح شده در متن این استاندارد می باشند.
دانلود فایل pdf استاندارد DIN-24531
استاندارد Din 24537 مرجع گریتینگ فلزی
Metal Gratings
استاندارد Din 24537 در کنار MBG531 رفرنس بنیادین در زمینه کنترل کیفیت ساخت شبکه های گریتینگ فلزی بوده و مورد توجه مهندسان ناظر کنترل کیفی بسیاری قرار داشته است. موارد مطرح شده در این استاندارد شامل متریال، بحث مقاومت خوردگی، استفاده از تسمه های استیل و آلومینیوم، بست و کلمپ و بارگزاری مجاز می باشد.
دانلود فایل pdf استاندارد DIN-24537
جوشکاری گریتینگ به روش Co2 میگ
متداول ترین روش جوشکاری در تولید شبکه های گریتینگ فلزی، جوشکاری با استفاده از گاز Co2 – روش MIG MAG می باشد. جوش Co2 سرباره کمی داشته و می تواند بصورت پیوسته سیم جوش را تغذیه کند. سرعت بالا و کیفیت مناسب این نوع جوشکاری عامل اصلی در انتخاب آن می باشد. در روش جوشکاری Co2 در زمان ایجاد حوضچه ی مذاب، نیتروژن موجود در هوا واکنش پذیری بالایی با فلز داشته و مستعد تخریب در اتصال جوش می باشد بنابراین جریان گاز Co2 که یک گاز فعال است عامل محافظت از حوضچه ی مذاب می گردد.

آدرس کارخانه مرکزی
اتوبان تهران - کرج ، جاده ماهدشت ، بعد از
محمدشهر ، خیابان زیبادشت ، مجتمع ام پیکو
ایمیل
MPCo1380@Gmail.com
تماس با کارخانه مرکزی مشبک پردازان
34026601-04 (026)
36301666 (026)
واتساپ - تلگرام - استعلام قیمت
09224244595